La même opération peut être nécessaire pour percer une lame de scie à métaux avec un métal en acier 1X6VF, à partir de laquelle des produits utiles peuvent être fabriqués. Une lame de scie mécanique en acier 9XF convient non seulement à la fabrication de couteaux, mais également aux porte-clés non standard.

Outil et échantillons nécessaires
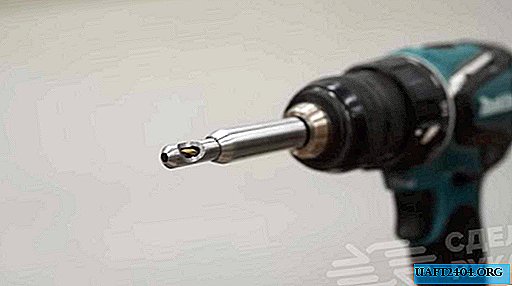
Toutes les marques d’aciers rapides considérées et d’autres sont percées à l’aide de forets en forme de javelot (plumes) sur des carreaux de conception différente. Ainsi, par exemple, les queues sont rondes ou hexagonales, ce qui n’est pas d’une importance fondamentale pour le travail principal - le forage.

Ils sont vendus librement dans presque tous les magasins de construction ou points de vente vendant toutes sortes d’outils. Ce qui est très important, les exercices de ce type et de ce but sont intéressants en ce sens qu’ils sont peu coûteux.
En outre, pour percer les aciers rapides, il faudra utiliser des cônes de formes et de conceptions variées. Avec leur aide, la précision, la pureté, la forme et le diamètre requis du trou foré sont garantis.

Nous devons percer les échantillons suivants:
- une pièce d'une scie à cadre en acier 9HF.
- une lame de scie à métaux en acier 1H6VF.
- Lame de scie en acier HSS.
Le processus de forage des échantillons d'aciers rapides
Commençons par la lame de la scie à métaux. En guise d’outil, nous choisirons une perceuse pour stylo usagée sur un carreau déjà rectifié à plusieurs reprises sur une meule diamantée. C’est-à-dire que, de l’affûtage en usine, ce qui donnerait sans aucun doute le meilleur résultat, il ne reste plus rien.
Nous introduisons notre outil dans le mandrin de perceuse électrique et commençons à forer sans graisse ni refroidissement. En mode de fonctionnement, sélectionnez basse vitesse. Nous remarquons que le processus est lent, mais avec un peu de patience, après un certain temps, un évidement conique est obtenu sur la toile, sorte de fraisure provoquée par la forme de notre foret.

Nous forons jusqu'à l'apparition d'un tubercule de l'autre côté.

Après cela, nous retournons la toile et continuons le processus, guidés par le tubercule.


En perçant alternativement d'un côté ou de l'autre, nous obtenons une augmentation du diamètre du trou jusqu'à obtenir la taille souhaitée.

L'échantillon suivant est une lame d'une scie à cadre. L'emplacement du perçage est choisi à la base des dents, là où le matériau présente la plus grande dureté.

Le processus n'est pas très rapide, mais stable. Cela se voit dans le volume croissant de copeaux autour de la perceuse.

Nous remarquons que le travail est plus rapide si vous balancez légèrement l'outil d'un côté à l'autre. Cela aide à éliminer les copeaux de la zone de coupe.
Nous continuons à forer d’une part jusqu’à ce que la pointe de l’outil traverse toute l’épaisseur du métal et forme un petit tubercule de l’autre côté de notre échantillon.

Étant donné que l'épaisseur du métal est supérieure à celle de la tôle, vous devrez remplacer la perceuse ou rectifier celle que nous utilisons au milieu du processus. Ensuite, retournez l'échantillon et poursuivez le forage.


Littéralement, après quelques tours du foret, un trou traversant est formé. En poursuivant le processus, nous atteignons le diamètre requis pour la pièce à assembler.
Apportez le trou avec un cône approprié.

Dans notre cas, il est plus pratique d’utiliser un outil de forme conique. Il est plus facile et plus rapide d’atteindre la taille de trou requise et de lui donner une forme cylindrique.

En effet, après un foret au grand cône, le diamètre du trou est différent: plus près de la surface de l'échantillon, il est plus grand et plus petit au centre.

Nous procédons au forage de la lame à partir d’une scie mécanique.

Nous sélectionnons également la zone la plus proche des dents, car le métal est plus dur à cet endroit en raison du durcissement spécial.


Le processus, comparé aux deux échantillons précédents, semble aller plus vite. Ceci peut être vu par l'intensité de la formation de copeaux et l'obtention d'un trou traversant sans perçage de l'arrière.

Pour amener le trou au diamètre désiré et lui donner une forme cylindrique, comme dans les cas précédents, un des cônes aidera.




En pratique, nous étions convaincus que toutes les marques d’aciers rapides sont percées sur une dalle avec des perceuses pour stylo chinois ordinaires, dont les principaux avantages sont l’accessibilité et un prix bon marché. Dans ce cas également, des cônes standard sont utiles, à travers lesquels le diamètre des trous est spécifié et leur forme cylindrique.
Derniers conseils et commentaires
En utilisant l'huile de lin pour le forage (il est utilisé avec l'acier inoxydable et contient de l'acide oléique dans sa composition), il sera possible d'augmenter la productivité, de tirer l'outil moins souvent et d'augmenter la pureté du traitement.
La pratique montre que le processus de forage des aciers rapides va devenir plus productif si vous utilisez d’abord des forets de plus petit diamètre, puis des plus grands.
Certains artisans utilisent des vis ou des vis fabriquées en Allemagne et utilisées pour les travaux de bétonnage en tant qu'outils de forage d'aciers rapides. Leur trait distinctif - sur la tête se trouve une lettre "H" (Durci - durci).
Loading...